- protective equipment for impregnation
- Methods for impregnating wood with protective agents
- Autoclave-diffusion method and cold bath
- Application of compounds to the surface
- Immersion as a way of wood processing
Wood is the most commonly used material for construction. But it is very susceptible to such adverse effects as moisture, insects and rodents do not bypass it. To protect wood from such adverse effects, it is required to use special methods treatments, which consist in the use of antiseptics. The technology of their application can be very different, it all depends on the processing conditions, the further use of the building material. Today there are many such methods, the simplest is immersion in large bathtubs and manual processing surfaces. Apply more difficult ways such as pressure impregnation.
Diffusion is a molecular scale property and is related to the microporous structure of the inner cell wall, molecular size and shape of the impregnation chemicals. Maximum access to the interior of the wood cell wall is achieved when the wood is in the inflated state, most easily achieved by the water saturation of the material. There are no permanent capillaries in the cell walls. When water is desorbed during drying, the microfibrils in the cell walls come together. After rewetting, the microfibrils move apart again, but not necessarily in the same positions as before, and water occupies all the gaps between the microfibrils.
Wood is the most popular building material, which rots if not cared for.
Protective impregnation
All means by which wood is protected reliably have excellent characteristics. In this case, the tree that is being processed is classified into separate groups:
Cell wall micropore sizes vary depending on the measurement method, but the dissolution avoidance method, which is a determinant of cell accessibility, returns diameter values on the order of less than 2-4 nm. This means that any molecule with a diameter greater than 2-4 nm will not be able to penetrate the cell wall of the lignified material. This does not prevent fairly large molecules such as polyethylene glycols from diffusing into the cell wall if the molecules are water soluble, linear and have good flexibility along the backbone.
Impregnation using the “vacuum-pressure-vacuum” technology is a reliable means of protecting wood for a long time.
- hard-to-impregnate are ash, fir, beech, Siberian larch, spruce kernel, spruce sapwood, elm;
- with moderate impregnation - this is pine, alder, aspen, linden, maple, hornbeam, oak, larch, cedar sapwood;
- easily impregnated - this is birch, ordinary pine(sapwood).
When choosing a composition for impregnation, it is necessary to take into account the material group, since the solution simply cannot penetrate to the required depth.
However, branched molecules will be less able to access the inner wall of the cell. It has been stated that molecules with a molar volume greater than 100 cm 3 mol -1 are unable to gain access to the cell wall. Preferably, the process of the invention does not include pressure vessels. Preferably, the process is provided without pressure impregnation.
In one embodiment of the invention, the chemicals are impregnated into the wood cell wall through a thermal refrigeration process. The thermal process can be applied to dry wood and green wood, but since gases expand and contract more than liquids, this means that the vacuum created for air-filled wood will be more effective. Therefore, dry wood is used if chemicals are only to impregnate most wood.
As compounds for protection are used:
- solutions for brush application;
- solutions for immersion in baths (for a short and long time);
- solutions for spraying on the surface of the material;
- compositions for work in vacuum conditions, under high pressure;
- diffusion impregnation;
- solutions for hot, cold baths.
Back to top
However, if chemicals are to diffuse into the woody cell wall after this stage, it is important that the cell wall contain water or a vacuum, and therefore green or repurified should be used. At correct use the method provides a fairly effective replacement of impregnation under pressure. This method is not limited to the type of impregnation chemicals, but both water and oil chemicals can be used.
In one embodiment, the wood samples are first immersed in a hot solution of impregnating solution or hot water only. Majority chemical substances absorbed during a cold bath. Alternatively, dry wood samples can be placed in an oven, hot pressed, steamed or sprayed. hot water or take straight from the dryer after peeling. This step is followed by immersion in a cold solution of chemicals for impregnation, chemical shower spray or roller application.
Methods for impregnating wood with protective agents

Today, to ensure the protection of wood, various methods impregnations that allow you to introduce antiseptics and fire retardants deep into the mass. There are many such methods, their technologies are different, some of them can be easily done with your own hands, the rest require special equipment. The most common are the following protection methods:
In one embodiment of the invention, the impregnation is carried out under vacuum. In one embodiment, a vacuum box or vacuum roller is used in the impregnation process. Vacuum is used to incorporate the chemicals into the bulk of the wood. If chemicals are to diffuse into the cell wall, it is important that the cell wall is not filled with air. Therefore, either green or re-selected wood can be used, or a vacuum can be applied first using vacuum system to remove air from the cell wall, and then the chemicals can then be applied with or without further vacuum.
- under pressure in autoclaves;
- application to the surface;
- aging in special baths;
- vacuum method;
- combined drying-impregnation method.
Back to top

The scheme of wood processing under pressure.
Protection methods are different, treatment with an antiseptic under pressure is considered effective. To do this, you need to take only dry or dried wood, which will later be used in difficult conditions. This applies to the construction of foundations, supports, piles, in some cases it is this material that can be used for the construction of complex truss systems that will be subjected to heavy loads.
In one embodiment of the invention, a contact press is used in an impregnation process using vacuum, pressure and temperature. The contact press can be used on green, recycled or dry wood. However, most top scores will be achieved by applying dry wood and then using a vacuum followed by applying pressure. After this process, the impregnated wood or wood product must remain wet so that the impregnating chemicals can diffuse into the wood cell wall.
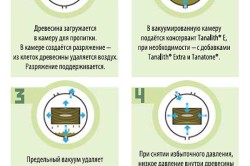
The impregnation of wood itself is carried out in this way:
- First, a pressure vacuum is created in a special chamber, and conditions for rarefaction are created in the mass of the tree.
- An antiseptic is introduced into the wood under high pressure, it penetrates deep into the material, which is almost impossible to obtain with other methods.
- The final impregnation with oils is carried out, which is also carried out under vacuum conditions. After that, the treatment is carried out with water-soluble antiseptic compounds during the drying of the material.
This impregnation method is used when maximum protection is needed.
In one embodiment, the wood or wood product can be soaked and dipped in chemicals. This method is successful to varying degrees depending on the type of wood, its initial condition and temperature. This method gives the best results when the vacuum is first applied to the wood or wood product.
These impregnation methods work well individually or can be combined. The technique used depends on the desired impregnation effect and depth of penetration and if diffusion into the cell wall is required. This can be the case for flame retardants, some dyes, biocides, oils, fatty acids and emulsions to simply soak the chemicals into only the bulk of the wood.
It is complex, carried out only with the help of specialized equipment.
Back to top
Autoclave-diffusion method and cold bath

This method of wood impregnation is based on the fact that raw wood is processed under vacuum in special baths. Preliminary drying of the material is not needed, the process itself is carried out in 3 stages:
Improving the penetration, for example, increasing the absorption of chemicals or speeding up the processing speed, to the main part of the wood is possible using methods such as heating, cutting, micro-processing, plasma processing, compression, water treatment, steam treatment, microorganisms, enzyme treatment, chemical treatment, increased peeling when peeling veneer, etc.
In one embodiment, continuous veneer peel checks are rolled open and the surface area of the veneer is increased. When opening the peel test, the veneer is impregnated by soaking or spraying. Vacuum can be applied using a vacuum roller when opening checks. After the roller and the impregnation phase, the peel checks are closed and the impregnation chemicals remain inside the veneer.
- Carrying out steam vacuum drying for all external parts of the wood mass.
- Under pressure, protective diffusible agents are introduced, which have water-soluble properties.
- After processing, the mass of wood is kept under special conditions in warehouses for about 2-4 weeks in order to redistribute the diffusion composition, followed by fixation of all components of the mixture.
The method, when wood is impregnated in special baths, is called PRHV. It is used for applying antiseptics, flame retardants on wooden elements when building houses. The vacuum provokes the formation of a pressure drop inside the mass of wood. The material is first immersed in a hot solution, then in a cold one. When heated, all the air that is available in upper layers, in the depths of the mass, is removed, the liquid is able to penetrate deep into the wood in the form of steam.
In one embodiment, polycarboxylic acids have two or more carboxyl groups for crosslinking, for example. cellulose by reaction with hydroxyl groups of cellulose. Chitosan, cellulose, lignin and hemicellulose are relatively insoluble in water. However, their oligomers are water soluble and therefore leach out unless they are crosslinked, polymerized, or adhered to the wood cell wall. The mechanism by which polycarboxylic acids react, for example cellulose, is esterification with difunctional carboxylic acids by forming cyclic anhydride intermediates.
Antiseptic impregnation penetrates as deep as possible. Under the influence of external atmospheric pressure, all pores and cavities are completely filled with protective compounds. The technology is feasible in specialized conditions; it is not possible to perform such impregnation on the site with your own hands.
The invention relates to technology deep impregnation wood mainly hardwood to improve its physico-chemical and consumer characteristics. A method for deep impregnation of wood is described, in which preliminary evacuation is carried out at a pressure of 0.05-0.08 MPa and the impregnating solution and wood are heated in one vacuum apparatus, immersing the wood in the impregnating solution, or in separate vacuum apparatuses, then transferring the impregnating solution into a vacuum apparatus with wood while maintaining a vacuum, keep the wood immersed in the impregnating solution in a vacuum, after which the pressure in the vacuum apparatus is increased to atmospheric or created overpressure, the impregnating solution is removed, after keeping the wood, the wood is dried, the components of the impregnating solution are fixed in the wood with a fixing composition, which forms thermally stable and water-insoluble substances when interacting with the impregnating solution. At the same time, the treatment with a fixing composition is carried out by the method of "hot-cold baths", and the wood is dried to a residual moisture content of 20-25%. The proposed method allows to obtain wood with improved physical and chemical properties. 2 n.c.p. f-ly.
In one embodiment, crosslinking is performed after fabrication wood products, for example. in the end production line. Preferably, each wood product or each part of the wood product may be completely or partially impregnated.
The method can be carried out using apparatuses known per se. Impregnation of chemicals, stacking veneers, bonding veneers together with glue, making a wood product, and other typical steps can be performed by any method known in the art. Wood board veneers can be bonded together using any glue or adhesive, for example. phenol formaldehyde, urea formaldehyde, melamine, or combinations thereof, or said resin substituted or partially substituted with biophenols, or bio-adhesive or self-adhesive, or using impregnating chemicals as adhesive.
The invention relates to the development of protective reinforcing compositions and technology for deep impregnation of wood, predominantly hardwood, to improve its physical, chemical and consumer characteristics.
Advantages of wood as a building and structural material well known. At the same time, wood is hygroscopic, easily exposed to the destructive effects of the atmosphere, has low biostability and a high fire hazard.
This type of adhesive does not require room to penetrate the cell wall, unlike phenolic resin. In one embodiment, the modified veneers are treated with plasma to improve bonding. The method according to the invention can be used in various options implementation.
The invention provides the advantage that it is easy to impregnate the chemicals into the wood. Thanks to the invention, it is possible to provide a variety of different wood products, for example. wood board, veneer wooden board and wood modifications. This invention provides a wood product with improved dimensional stability and biological strength. On-line impregnation of wood or wood product to incorporate chemicals into the wall wood boards to change the characteristics of wood in various applications very varied.
Of the known methods of deep impregnation of wood, the most effective and important are autoclave-diffusion methods (I.G. Romanenkov, F.A. Levites. Fire protection building structures. M., Stroyizdat, 1991, pp. 129-131). When implementing a typical variant of autoclave-diffusion impregnation, it is possible to achieve a depth of impregnation of aqueous solutions over a healthy sapwood of up to 5 mm. More deep penetration impregnating composition into wood is prevented by the gases dissolved in it and, first of all, by carbon dioxide, the solubility of which in one volume of water at 20°C is 0.88 volumes. Other dissolved gases may also be present in concentrated impregnating solutions. Getting from the working tank into the vacuumized autoclave with wood, the impregnating solution immediately "boils" from the gases rapidly released from it. At the phase boundary, between the impregnating liquid and the surface of the vacuum wood material, a "gas cushion" is formed, which prevents or sharply reduces the ability of liquid to penetrate into the pores of wood. Part of the solution, which entered the cells and cavities of the timber, continues to release in them the residual quantities of the gas contained in it, since the wood was previously evacuated. The gas-air plugs that are formed in the cells and cavities of the wood further inhibit the impregnation process. The operations have to be repeated many times, which not only increases the time and energy consumption for impregnation of wood, but also leads to a decrease in productivity, and if thermally or hydrolytically unstable compounds are used in impregnating compositions, the compositions can change from one cycle of vacuum impregnation to another.
The advantage of the invention is that the method is cost effective. This method does not require vessels high pressure and can be integrated into the plywood production line. The method according to the invention is suitable for various applications.
The invention is further described by detailed examples implementation with reference to the accompanying figures 1-11, in which. In FIG. 1 shows the general reaction mechanism between polycarboxylic acids and a low molecular weight oligomer in the woody cell wall.
In FIG. 2 shows the mechanism of chitosan crosslinking in the wood cell wall. In FIG. 3 shows the mechanism of chitosan crosslinking in the woody cell wall to create a substitution. In FIG. 4 shows the mechanism of cross-linking of chitosan with citric acid in the wall of woody cells.
Patent RU 2011511 implements the principle of creating a pressure gradient between the impregnating liquid and wood. The impregnation process is carried out in a hermetically sealed impregnation chamber filled with material and impregnating liquid and connected to a container in which a deep vacuum is created. At the moment of fast (pulse) connection vacuum chamber and the impregnation tank using a special device in the impregnation chamber there is an abrupt decrease in pressure. As follows from the data of the table given in the said patent, as a result of the implementation of the proposed technology, the absorption of the protective and / or coloring solution (in% by weight of wood) ranges from 4.36% to 63.8%, on average 30-31%), which is completely insufficient to give wood required level fire protection, biological stability, mechanical strength and other characteristics. As is known (I.G. Romanenkov, F.A. Levites. Fire protection of building structures. Moscow, Stroyizdat, 1991, p. 251) it is necessary to introduce at least 90-120 kg of flame retardant per 1 m 3 of material into it, which, at the maximum possible concentrations of the most commonly used flame retardants of the order of 20-22%, should amount to 500-600 kg of impregnating solution per 1 m 3 of wood, i.e. about 100-110%.
In FIG. 5 shows the percentage increase in wood impregnated with various concentrations of chitosan oligosaccharides obtained using hydrogen peroxide. In FIG. 6 shows the percentage weight gain and dimensional swelling in both radial and tangential directions of treated wood before and after single leaching.
In FIG. 7 shows various wood impregnation methods. In FIG. 8 shows a graph of the method according to the invention. In FIG. 9 showing results various treatments wood. In FIG. 11 shows the test results. In this example, various crosslinking mechanisms are disclosed. Polycarboxylic acids having two or more carboxyl groups are cross-linked with chitosan by reaction with cellulose hydroxyl groups. Whatever the crosslinker, such as polycarboxylic acids, or the low molecular weight oligomer used, there are three possible mechanisms, and any or combination of the three can occur at any time.
As shown in the examples of practical application of the proposed method in a semi-industrial version, the absorption levels of the impregnating solution reach 120-150% by weight of the treated wood, which is much higher than the average standards that provide maximum fire protection.
In patent FR 2658445, selected as a prototype, describing a method and technology for processing wood or other porous materials in order to stabilize their geometric parameters, reduce porosity and hygroscopicity, the principle of creating a pressure difference between the material being processed and the impregnating liquid, which is well known and used in practice, for example, antiseptics and wood conservation. The chemical nature of the impregnating compositions and their behavior under the conditions of the vacuum created in the apparatus (monomers of diallyl phthalate, styrene, polymerization reaction initiator) do not require vacuum treatment for the purpose of their degassing, since initially they do not contain dissolved gases that interfere with impregnation. At the same time, the mandatory stage of heating the wood and the impregnating liquid before impregnation, which is necessary in the proposed method, is contraindicated in the technology of impregnating wood with monomers of diallyl phthalate, styrene, their polymerization initiators, organic solvents used, since an increase in temperature accelerates the polymerization process.
These three mechanisms are depicted in Figures 2-4 for crosslinking chitosan with citric acid. Typically, the mechanisms focus on the esterification of chitosan with a polycarboxylic acid; however, the polycarboxylic acid can react with protonated amino groups in chitosan, but they only form a salt bond with the amino groups of chitosan. While both reactions can occur, esterification is the most efficient.
The mechanism 1 shown in Fig. 2 is the crosslinking of chitosan to form a larger molecule. Cross-links of chitosan using a cross-linking agent and a catalyst facilitate the reactions so that the chitosan partially polymerizes. This form of crosslinking ultimately leads to an increase in cell wall volume, and if the reaction is sufficient, it may be sufficient to improve dimensional stability.
The technical objective of the invention is to improve the quality and durability of wood impregnation, increase the depth and uniformity of fixing the components of the impregnating solutions.
The technical result is achieved in a method for deep impregnation of wood, including pre-evacuation and heating of impregnating solutions, pre-evacuation and heating of wood, impregnation of wood, treatment with fixing compositions. At the same time, preliminary evacuation and heating of impregnating solutions and wood are carried out in one vacuum apparatus, immersing the wood in an impregnating solution, or in separate vacuum apparatuses, then transferring the impregnating solution to a vacuum apparatus with wood while maintaining a vacuum. Preliminary evacuation is carried out at a pressure of 0.05-0.08 MPa. The wood, immersed in the impregnating solution, is kept in a vacuum, after which the pressure in the vacuum apparatus is increased to atmospheric pressure or excess pressure is created. Upon completion of the impregnation, the impregnating solution is removed, the wood is dried, and the wood is treated with fixing compositions using the “hot-cold baths” method. As fixatives, compositions are used that form, when interacting with impregnating solutions, thermally stable and water-insoluble substances. Drying of wood is carried out to a residual moisture content of 20-25% after keeping the wood.
The method is carried out as follows.
Pre-vacuum stage
The impregnating solution is evacuated in a separate vacuum apparatus until a constant, time-invariant pressure of the order of 0.05-0.08 MPa is established, the solution is heated and, while maintaining a vacuum, transferred to a vacuum apparatus with wood, similarly pre-vacuumed and heated. Preliminary evacuation of the impregnating solution and wood can be carried out in one vacuum apparatus, while the wood is immersed in a heated impregnating solution, after which a vacuum is created.
As a result, the impregnating solutions and wood are degassed, which eliminates the possibility of the formation of "gas plugs" in the wood in the subsequent process of its vacuum impregnation and ensures complete (through) impregnation in one cycle.
impregnation stage
After pouring the vacuumized wood with the calculated amount of degassed impregnating solution, its supply is stopped, the impregnating apparatus is disconnected from the vacuum apparatus with wood. Maintain a vacuum for 3-4 hours. Then the vacuum is released to atmospheric pressure or an excess (up to 2 atmospheres) pressure is created above the impregnating liquid and the wood is impregnated until the level of the solution stops lowering, i.e. until the end of its absorption by wood. Until the end of the impregnation process, the timber must always be under a layer of impregnating liquid. At the end of the impregnation, the impregnating solution is removed.
Aging and drying stage
During the impregnation, the impregnating solution does not have time to penetrate and evenly distribute in all anatomical structures of the treated material. Therefore, the impregnated wood is kept for a day at room temperature followed by chamber drying.
As is known, raw wood birch (boards, timber) is practically not amenable to "forced" drying, being subjected to cracking, warping, longitudinal transverse deformations. Even if the mildest modes of drying it in drying chambers are observed, the rejection rate is 50-60%.
The wood of birch, alder, poplar and other hardwoods processed by the proposed methods is easily and without any defects subjected to drying in dryers of any type, even in the most severe temperature conditions. At the most early stages drying, due to the evaporation of part of the water from the treated wood in cells, cavities, conductive bundles and other structural and anatomical elements, the concentration of the impregnating solution reaches its saturation limit and the process of microcrystallization of the substances introduced into the wood begins. Reinforcement occurs, a kind of "cementing" of cell walls, cellulose fibers of wood with microcrystals of the components of the impregnating composition. The material is hardened, loses its ability to crack, warp, longitudinal and transverse deformations. In fact, already at the intermediate stages of drying, wood becomes a qualitatively new material. Further drying (according to the required technological regime 25-30% humidity) it becomes possible to drive in hard conditions, reducing time and saving energy resources by 3-4 times.
After convective drying to a level of 25-30% moisture, the wood is subjected to the last technological operation - the fixation of the components introduced into it.
fixation stage
The wood is loaded into impregnating baths, poured with a hot fixing solution and impregnated in the hot-cold bath method. The amount of absorbed solution determines the completion of the fixation process.
The essence of fixing is reduced to the immersion of the hot (t˜70°C) timber extracted from the convective drying chamber, which is immediately transferred to a cold bath with a fixing solution.
Typical composition of the fixing solution "F-1".
Due to the sharp cooling of hot wood when it is immersed in a cold bath with F-1 solution, rarefaction occurs in the cavities of the wood, i.e. a vacuum is created. Its depth is not as significant as with vacuum impregnation, however, it is sufficient to absorb 60-80 kg of fixing solution per 1 m 3 of wood. Entering into chemical interaction with previously introduced substances (ammophos, urea phosphate), the fixing solution components turn into practically insoluble, chemically stable and high-melting salts: aluminum phosphates, magnesium ammonium phosphate, magnesium oxalates. All these substances are also effective flame retardants, antiseptics and "cementing" materials. Formed in wood, these insoluble compounds create an insurmountable barrier both on the way of the initially introduced components to the outside, and on the way of atmospheric moisture, precipitation, and other destructive components of the atmosphere inside the tree, i.e. play a role protective screen, at the same time cementing, strengthening the wood, protecting it from fire and biodamage. The wood is subjected to further final drying.
When choosing chemicals for impregnating and fixing solutions suitable for vacuum impregnation of wood, the following conditions and requirements must be met: chemical compatibility of components and stability of solutions under conditions of their storage and operation; ecological cleanliness and safety of both constituent components and formulations in ready-made; high functional properties of the compositions; availability and relatively low cost of components; high solubility of the main components of the formulations and their hydrolytic stability; sufficiently high thermal stability of solutions, the absence of volatile and gaseous products when working with solutions and during the operation of treated wood; preservation of color, texture, aesthetic properties of processed timber; non-hygroscopicity; absence of foreign odors; compatible with adhesive compositions and paintwork materials.
Taking into account the above requirements, for example, the following composition of impregnating and fixing compositions can be proposed:
Impregnation composition: 1 - ammophos, 2 - urea phosphate, 3 - antiseptics, 4 - defoamers (surfactants), 5 - water;
Fixing composition: 1 - bischofite, 2 - aluminum sulfate, 3 - oxalic acid, 4 - water. Depending on the purpose of the modified wood (with designated purpose wood characteristics are related: combustibility, hardness, woodworkability, compatibility with adhesives and paints and varnishes, hygroscopicity, UV resistance, moisture resistance, biodegradation, etc.) other formulations of both impregnating and fixing compositions can be selected (see Examples ). changing chemical composition impregnating and fixing solutions, their concentrations, processing modes and time, and other process parameters, it is possible to obtain wood with predetermined properties.
As a result of treatment with fixing solutions, the possibility of washing out the functional components of impregnating solutions from wood is excluded, reinforcement and strengthening of cell walls and other elements of the anatomical structure of wood is achieved, its strength parameters increase sharply, hygroscopicity decreases, biostability increases, etc. More than a quarter of the total mass of the resulting wood falls on the mineral component. In essence, in this way, "mineralized wood" is created on the basis of wood - a new structural and building material.
The most complete and uniform impregnation in the proposed technology is achieved when processing hardwoods (birch, linden, oak, aspen, poplar, alder). Resin zones occupying a significant part of the wood mass conifers, hinder the penetration of impregnating solutions into the wood.
Example 1. An estimated amount of timber with a relative humidity of 18-25% is placed in an autoclave, the apparatus is sealed and evacuated to a residual pressure of 0.08-0.05 MPa. At the same time, the impregnating solution is evacuated and heated until it is completely degassed in an apparatus that communicates with the impregnating autoclave with the wood being vacuumed. The process is considered complete when the achieved vacuum remains unchanged for 20-30 minutes.
After that, the hot impregnating solution is transferred, while maintaining a vacuum in the system, into an autoclave with wood in such an amount that the impregnating material is always under a layer of impregnating liquid. Maintaining the temperature of the solution within 60-70 ° C and vacuum for 3-5 hours, the lumber is heated, after which the vacuum in the impregnating autoclave is released, the pressure is increased to 1.6-2.0 atm and the impregnation process is carried out until the wood stops absorbing the impregnating solution, which takes from 3 to 6 hours.
At the end of this stage of impregnation, the pressure in the autoclave is brought to atmospheric pressure, the excess impregnating solution is pumped into a reserve tank, the wood is removed and kept to equalize the concentration of the impregnating solution in the entire mass of wood at room temperature for a day. Then the chamber drying of the impregnated wood is carried out.
As a result of chamber drying of wood impregnated to 23% moisture, then treating it with a fixing solution by the method of "hot-cold" baths and final drying to 8% moisture, we obtained "mineralized" birch wood with a density of 0.78 g / cm 3 (780 kg / m 3).
| In this example, the following parameters are fixed: | |
| 1. Relative humidity of wood | 24,0%; |
| 2 Impregnation solution temperature before pouring: | |
| initial | 16°С |
| final | 70°C |
| 3. Vacuum time (degassing) | 2 h 20 min |
| 4. Initial vacuum (over cold solution) | 0.06 MPa |
| 5. Vacuum over a heated solution | 0.012 MPa |
| 6. Vacuum over vacuumed wood | 0.073 MPa |
| 7. Wood vacuuming time | 1 h 30 min |
| 8. Warm-up time of wood under hot impregnating solution | 5 h |
| Fig. 9. Wood impregnation time after vacuum release and pressure increase up to 2 atm | |
| 10 h |
Keeping appearance, texture, more pronounced pattern of annual rings, modified birch wood is practically non-flammable, has high hardness, but lends itself to any type of woodworking, is well ground and polished, compatible with adhesives and paints and varnishes, is not hygroscopic, resistant to ultraviolet radiation, atmospheric moisture, biodegradation.
Example 2. 1 m 3 (645 kg) of a birch beam with a size of 60×80×3400 mm and an initial wood moisture content of 27% is loaded into a vacuum apparatus. The stack of timber is fixed with clamps, the apparatus is sealed and filled with ˜2 m 3 of the impregnating solution prepared according to the recipe No. 1-"P".
The impregnating solution is prepared by sequentially dissolving the above components of the substances in water and adding the missing amount of water to it to achieve the concentration of the impregnating solution in the range of 23-26% (wt.), the density of the solutions is ˜1.14-1.17 g/cm 3 .
After pouring the impregnating solution into the autoclave with wood, a heating device is turned on and the temperature of the solution is brought to 75-80°C. The wood is heated in a hot impregnating solution for 3-5 hours, as a result of which the structural and anatomical elements of the wood soften, the vacuum pump turns on and the process of synchronous degassing of the wood and the impregnating solution begins. By gradually increasing the vacuum, the intensity of boiling of the impregnation solution is adjusted and, by cooling it, the pressure in the impregnation chamber is brought to the level of 0.05-0.08 MPa. The vacuuming process lasts 3-4 hours. The completion of degassing is judged by the cessation of the vacuum drop in the system after the vacuum valves are closed and the vacuum pump. From this moment, the wood impregnation process begins, for which the vacuum is released, the pressure in the apparatus is increased to 1.2-1.3 MPa and the wood is impregnated until the level of the impregnating solution stops decreasing (control - by a water meter). The process is completed in 4-5 hours. After the wood impregnation process is completed, until the level of the impregnating solution stops decreasing, the excess is pumped into a reserve tank, the rest of the impregnating solution released from the treated wood is allowed to drain, the apparatus is unloaded, the timber is transferred to a convective drying chamber. As a result of the above operations, the amount of solution absorbed by the wood is found by the difference between the initial and final volumes of the impregnating solution.
When performing all the above operations with the same timber, impregnation solution, temperature conditions and all other conditions, except for the stage preheat wood with a hot impregnating solution, it is possible to introduce into the timber 43-47 kg / m 3 of “dry” components of fire retardants-antiseptics (standard 90-120 kg / m 3), which is completely insufficient to make the wood incombustible, fire and bioprotection, strength characteristics.
Example 3 An impregnating solution of the following composition is prepared:
The subsequent operations are similar to those described in example No. 2, with the only difference that the process of vacuuming and heating the impregnating solution and vacuuming wood are carried out in different apparatus. In the first apparatus, the impregnating solution is heated and vacuum degassed by increasing the vacuum to a residual pressure in the autoclave in the range of 0.05-0.08 MPa.
220 kg (˜0.3 m 3) of birch boards with a relative humidity of 31% and standard sizes of the assortment 40 × 280 × 3300 mm are loaded into the second autoclave, fixed in a given position and evacuated to a residual pressure of 0.048 MPa, after which, without depressurizing both autoclaves , pumping hot degassed impregnating solution from the first autoclave to the second, with wood. The temperature of the impregnating solution is maintained at 60-65°C for 3 hours, and after heating the wood, maintaining the specified vacuum, it is maintained for another 1 hour. Then the vacuum is released, excess pressure is created in the autoclave (˜1.3 MPa), and the wood is impregnated to a predetermined level of absorption of the impregnating solution, performing all technological operations described in example No. 2.
| The following parameters are fixed: | |
| 1. Initial volume and mass of wood | 0.3 m 3 (220 kg) |
| 2. Initial wood moisture | 31% |
| 3. Geometric parameters material | 40×280×3300 mm |
| 4. The initial volume of the solution introduced into the autoclave | 600 l |
| 5. Mass and density of the solution | m=688 kg, p=1.147 |
| 6. Temperature of the degassed solution | 68°С |
| 7. Degassing (vacuum) time | 1 h 20 min |
| 8. Vacuum in the apparatus with wood after | 0.12 MPa |
| pouring impregnating solution | |
| 9. Vacuum before impregnation | 0.073 MPa |
| 10. Wood heating time Σ | 4 hours |
| 11. Wood impregnation process time | 5.5 hours |
| 12. Excessive pressure at the time of impregnation | 0.3 MPa |
| 13. The amount of solution absorbed into the wood | 167.4 kg |
| 14. The amount of substances introduced into the wood | 40.5 kg (135 kg/m) |
| 15. Density of dried wood after impregnation | 0.74 (740 kg/m). |
All subsequent operations for drying the impregnated wood, treatment with a fixing solution, final drying are similar to those previously described in example No. 2.
Received wood with a density of 762 kg/m 3 and characteristics in terms of such parameters as fire resistance, combustibility, bactericidal, hardness (according to Shore), weather resistance, hygroscopicity similar to wood treated according to example 2. The wood retained its appearance and natural shade of freshly sawn wood, due to the presence of a large number microcrystalline calcium phosphate.
1. The method of deep impregnation of wood, characterized by the fact that preliminary evacuation is carried out at a pressure of 0.05-0.08 MPa and heating of the impregnating solution and wood in one vacuum apparatus, immersing the wood in the impregnating solution, or in separate vacuum apparatuses, then transferring the impregnating solution into a vacuum apparatus with wood while maintaining a vacuum, the wood immersed in the impregnating solution is kept in a vacuum, after which the pressure in the vacuum apparatus is increased to atmospheric or excess pressure is created, the impregnating solution is removed, after the wood has been stored, the wood is dried, the components of the impregnating agent are fixed solution in wood with a fixing composition, which, when interacting with the impregnating solution, forms thermally stable and water-insoluble substances.