Ümarpuidust saematerjali saagikuse määrad
ÜRO Euroopa Komisjoni/FAO puidukomitee aruanne ECE/TIM/DP/49 puidu ümberarvestustegurite kohta eri tüüpi metsasaaduste puhul annab eelkõige saepuidu saagikuse tegurid ümarpuidust. Need andmed, mis põhinevad 16 osariigi kogemusel, võivad olla puidutöötlemisettevõtete kui maailma standardite etaloniks.Saematerjal katab olulise osa saetud täispuidust toodetest. Nende hulgas on lai valik tooteid servamata, värskelt saetud kuni servatud, kuiva, mõõdistatud ja hööveldatud saematerjalini. Toodetud toodete tüüp mõjutab oluliselt ümarpuidust saematerjali lõpptoodangut. Nii et ühest tihumeetrist ümarpuidust saab 0,8 m3 servamata saematerjali ja ainult 0,4 m3 kuiva servatud, sorteeritud ja hööveldatud saematerjali. Seetõttu paluti erinevatel riikidel esitada oma saagikuse määrad erinevate saepuidu kategooriate kohta, et mõista, miks riiklikud saepuidu saagikuse määrad üksteisest nii palju erinevad.
Näiteks Saksamaal kulub 1 m3 saetud okaspuidu tootmiseks 1,67 m3 ümarpuitu, USA-s aga 2,04 m3. Esmapilgul võib USA saetööstus tunduda vähem tõhus kui Saksamaal (näidatud suhe näitab, et USA-s on sama koguse saematerjali tootmiseks vaja 22% rohkem ümarpuitu). Kuid samade saepuiduliikide, näiteks kareda ja kuiva saematerjali tootmist lähemalt vaadates selgub, et saepuidu saagikuse määrad on neis riikides sarnased. See tähendab, et saematerjali saagikuse erinevused on erinevat tüüpi valmistoodete toodangus. On selge, et Saksamaa toodab rohkem töötlemata saematerjali, samas kui USA toodab rohkem kuiva ja hööveldatud saematerjali.
Mõned riigid märgivad, et nende riigi saepuidutoodang on värskelt saetud, et vältida kuiva ja hööveldatud saematerjali mahu kahekordset mõõtmist. See on erinevalt teistest riikidest, eelkõige Skandinaavia piirkonnast ja Põhja-Ameerikast, kus saepuidu mahtusid kõige sagedamini noteeritakse lõpptöötlemise järgi. See võib näiteks anda värskelt saetud töötlemata saematerjali saagiseks 1,57 (64%) või 1,75 (57%) kuiva saematerjali või 2,27 (44%) hööveldatud ja viimistletud saematerjali puhul, nagu on näidatud alloleval diagrammil.
Sildid ja märksõnad
1,5 m3 ümarpuidust tulevad välja loopelauad, skilki kastist kuubikust metsa pääsema, saematerjali kulu 1 varretüki kohta-mitu väljumist?, Kujundatud 1 kuubist, saematerjali väljastamine palgist, Kuivatades plaate z10, mis on veidi väljundit lõikanud, skilki piddoniv tooriku kuubist välja tulema, Skіlki ühest kuubikust ümmargune puit välja minna vormimata lauad, saematerjali saagikuse kalkulaator, tahvli väljapääs, mis pole kuubist ääristatudPortaali reklaamimiseks jagage seda teavet sotsiaalmeedias:
Saeveski tootmise majanduslik efektiivsus sõltub suuresti tooraine kasutusastmest. Tootmises kasutatavad seadmed, ratsionaalne palgi lõikamine vastavalt optimaalsetele tarnetele, pädev raieplaneerimine määravad efektiivse ressursikasutuse ja sellest tulenevalt ka kõrge tootekvaliteedi.
Saetud tooraine lõikamise peamised skeemid
Palkide lõikamise meetodid ja skeemid sõltuvad otseselt toodete kvaliteedi ja suuruse nõuetest, tooraine omadustest ja kasutatavate seadmete tüübist.
Peamised palkide saagimise meetodid
a - kahlata; b - baariga; b '- kahe baari vastuvõtmisega; b "- kahlakad; - sektoris; in '- sektori saagimine radiaalseteks laudadeks; in "- tangentsiaalsetel tahvlitel; g - segment; g '- katkestus-segment; g "- tala-segment; d - ringikujuline; 1 - servamata lauad; 2 - servaga lauad; 3 - rööp; 4- baarid; 5 - palkide osad sektorite kujul; 6 - palkide osad segmentide kujul; 7 - ühepoolse servaga lauad
palkide lõikamine kahlata seisneb selle jagamises piki paralleelseid tasapindu ühe või mitme lõikeriistaga. See skeem võimaldab teil saada servamata lauad, millel on aastaste kihtide suhtes erinev kihtide paigutus. Meetod on ratsionaalne kuni 18 cm läbimõõduga palkide lõikamisel ja tüvekõverusega saepalgi puhul (kõige sagedamini kasutatakse kasetoormaterjali lõikamisel, millel on 70% juhtudest lihtne või kompleksne kumerus).
Juhuslikul lõikamisel saadud servamata lauad töödeldakse servadega laudadeks või kantakse servamata kujul toorikuteks lõikamiseks.
Juhul, kui valdaval osal valmistoodetel peavad olema kindlaksmääratud ristlõike mõõtmed, kasutatakse lõikamismeetodit. baariga. Seda skeemi kasutatakse ka suure läbimõõduga palkide lõikamiseks üldotstarbelise saematerjali tootmisel.
Kangiga saagimine toimub mitmesaeseadmetel kahe käiguga. Samal ajal saadakse esimesel etapil ümarpuidust vardad, mille paksus on võrdne vajaliku plaadi laiusega. Seejärel jagatakse need latid vajaliku paksusega tahvliteks.
Neid kasutatakse suurte harjade lõikamiseks segment ja sektor meetodid. Tuleb märkida, et need skeemid on spetsiifilised ja neid kasutatakse eritootmises tangentsiaalse ja radiaalse saematerjali tootmiseks.
Teostatakse suurte ja sisemädanikuga palkide individuaalne lõikamine ringikujuliselt.
Ümarpuidu töötlemine freesimisega
Saetud tooraine osa moodustamine freesimise teel toimub selle meetodi kombineerimisel saagimisega. Sel juhul kasutatakse kolme peamist lõikamisskeemi:
- kahe teraga kiire saamine esimeses sõlmes;
- servamata laudade ja kahe servaga puidu saamine peamasinale;
- servatud saematerjali ristlõike mõõtmetele vastavate mõõtmetega profiiltala saamine laudade väljatöötamisega ühel seadmel.
Kaheservaline puit on pooltoode teraga saematerjali edasiseks tootmiseks, jagades puidu laudadeks.

Peamised palkide lõikamise meetodid freesimise teel
a - kahe teraga tala saamine peamasinale; b - kahe servaga prussi ja servamata laudade saamine; c - profiilriba saamine; g - pika servaga saematerjali saamine; e - erineva pikkusega servadega saematerjali saamine; e - erineva pikkuse ja laiusega ääristatud saematerjali saamine; 1 - saematerjali tsoon; 2 - servaga saematerjal; 3 - lokkis puit; 4 - kahe teraga puit; 5- servamata saematerjal
Ümarpuidu saagimise seadistuskontseptsioon
Komplekt on saeraami, kinnitus- ja saevahede komplekt, mis on paigaldatud saeraamile, et saada kindlaksmääratud paksusparameetritega saematerjale.
Teisisõnu on tarne plaan-skeem ühtlase kvaliteediga ja suurusega saetööstuse tooraine (palgi) saagimiseks kindlaksmääratud parameetrite ja kvaliteediga toodeteks.
Vannis saagimisel teostatakse seadistus digitaalse seeriaga, mis näitab saetud laudade paksust millimeetrites:
19-19-32-32-19-19.
See numbririda tähendab, et palgi keskosast lõigatakse kaks 32 mm paksust lauda ja külgmistest osadest lõigatakse neli 19 mm paksust lauda.
Näiteks latiga lõhkudes kirjutatakse seadistus kahes numbrireas, palgi saagimiseks (esimene läbimine) ja lati saagimiseks (teine läbimine):
19-19-150-19-19 (esimene läbimine);
19-32-40-40-32-19 (teine läbimine).
Nagu eelmises näites, tähendavad need numbrid, et esimese rea peamasinal, millele palk on saetud, on üks pruss paksusega 150 mm ja vastavalt neli servamata lauda, igaüks 19 mm (kaks mõlemal küljel ) saadakse ja teise rida masinal saetakse saadud puit 40, 32 ja 19 mm paksusteks laudadeks.
Palkide saagimisel üksiksaega masinatel määrab seadistus lõikamise järjekorra.
Tarnete koostamine
Komplekti koostamine tähendab sisuliselt laudade optimaalsete mõõtmete ja paksuse proportsioonide määramist, tagades palgi ristlõike läbimõõdu ratsionaalse kasutamise.
Saadetise koostamise põhireeglid:
- postavy peaks olema sümmeetriline;
- ühes komplektis ei tohiks olla plaate, mille paksus erineb vähem kui 5 mm;
- alustada komplekti koostamist ristlõike poolest suurima saematerjaliga;
- laudade paksuste mõõtmed peaksid vähenema palgi teljest perifeeria suunas;
- ärge ette nägema saeveski raamidel tooraine lõikamisel komplekti servas välja saagida rohkem kui kaks õhukest (16, 19 mm) lauda;
- valida esimesel läbimisel puidu kõrgus vastavalt spetsifikatsioonis olevate esilaudade laiusele vastavalt laudade paksuste mõõtmetele;
- puidu esikülg, saetud teisel läbimisel, saetud võrdse paksusega laudadeks;
- saematerjali tarnete koostamisel ilma tehnilisi andmeid täpsustamata kasutage tabeli- või graafilisi meetodeid;
- vardaga meetodil saagimisel määrake varda paksus palgi ülemise läbimõõdu suhte (0,06-0,08) järgi - d;
- seadistus ei tohiks ületada palgi läbimõõdu maksimaalse katvuse väärtust;
- määrake keskplaatide väikseimad paksused vastavalt see tabel:

Ülesannete koostamise graafiline meetod
GOST-i järgi on võimalik koostada ratsionaalne tarne ilma konkreetseid ristlõike mõõtmeid määramata (ilma spetsifikatsioonide vormis ülesanneteta) - kasutades spetsiaalseid graafikuid.

Näide saematerjali piirpaksuste graafiku kasutamisest vastavalt P.P. Aksenov
Piiravate paksuste määramiseks abstsissteljel joonistatakse kaugus komplekti teljest vajaliku plaadi komplekti esikülje sisemise osani. Seejärel tõmmatakse vertikaal, kuni see lõikub kaldjoonega, mis vastab antud läbimõõdule, ja saadud lõikepunkt viiakse alla koordinaatteljele.

Optimaalse saematerjali paksuse graafik vastavalt G.G. Titkov
Puidu saagimine on erinevaid tehnoloogiaid kasutav tegevuste tsükkel, mille eesmärk on saada ümarpuidust saematerjali, mis sobib edasiseks tööstuslikuks kasutamiseks.Protsessi kestus ja töömahukus sõltuvad valitud ümarpuidu töötlemisviisist, samuti töötlemise ajast. aastal.
Tööriist ja varustus
Tootmisse lähevad tüved ja suured oksad. Kogu materjal on jagatud rühmadesse vastavalt koore paksusele ja olemasolule. Sageli on puidutöötlemisettevõtetel ülestöötamiskoha lähedal töökojad, kuhu paigaldatakse masinad puidu esmaseks töötlemiseks.

Metsa käsitsi koorimine
Koorimisetappi mitteläbinud puitu saab kasutada põrandate ehitamisel või vastavas interjööris harjatalana või ehituse ajal tugiseadmena.

Tööstuslik koorimine
Kui kavandatakse mõni muu puu kasutamise võimalus, tehakse saagimine, mille tulemuseks on järgmised segmendid:
- servamata ja poolservadega (kare materjal, millest on paigaldatud põranda, seinte või lae alused);
- servadega (mõeldud põrandakatte viimistlemiseks).
Saagimist saab teostada väliorganisatsioon, kellel on olemas kõik vajalikud tööriistad.

Puude saagimise kaart
Materjali ratsionaalse kasutamise tagab saagimiskaardi järgimine. See võimaldab vähendada raiskamisest tingitud kulusid, mille osakaalu kaart võib oluliselt vähendada. Kasutatavad tööriistad ja metsatöötlemisseadmete tüübid sõltuvad valmis saematerjali mahust, soovitud kvaliteedist ja suurusest.

Kõige sagedamini kasutatakse ketassae ja erinevaid masinaid:
- ketassaag võimaldab teha täpseid lõikeid erinevates suundades. Sobib nii professionaalseks kui ka koduseks kasutamiseks, tuleb suurepäraselt toime ümarpuidu keskmisest suurema läbimõõduga;
- mootorsaag;
- masinad koore puhtaks eemaldamiseks;
- lintsaeveskis saagimine võimaldab töödelda tihedaid palke, seda peetakse kõige populaarsemaks, kuna väljundiks on kvaliteetne materjal ja väike kogus jäätmeid;
- ketasmasin: kahe servaga puidu ja servamata laudade tootmine;
- karkasaeveski ei vaja vundamenti, selle kasutamise tehnoloogia võimaldab teil paigaldada seadmed lõikekoha vahetusse lähedusse;
- vedeldit töödeldakse universaalsete masinatega, väljund annab kvaliteetseid ehitusmaterjale isegi madala kvaliteediga piitsadest;
- ümarpuidu saagimine suures puidutöötlemisettevõttes peaks toimuma suurima saematerjali kogusega, mis erineb muust erilise kvaliteedi ja täpsete mõõtude poolest. Selleks paigaldatakse saagimiseks spetsiaalsed liinid.
Saeveskis saadakse kuni 7 m pikkuse ja 15-80 cm läbimõõduga palgi pikisuunalise lõikamise tõttu pruss ja ääristatud laud. Ketasael on üks või mitu ketast, see töötleb vastavalt nende arvule erineva läbimõõduga metsa.

Kui kodus on vaja töödelda väikest kogust puitu, siis võite kasutada tavalist kettsaagi.
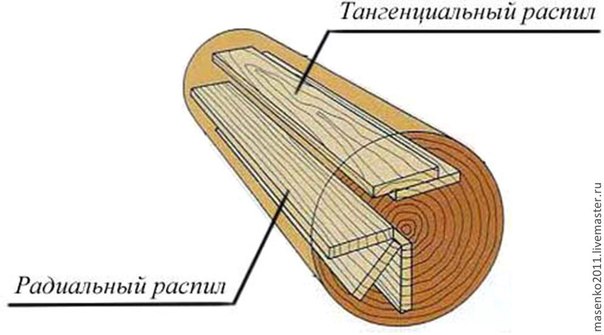
puidu lõikamine
Enne tööriista valimist peate otsustama lõiketüübi üle, keskendudes palgi aastarõngastele. Neid on mitut tüüpi:
- radiaalne (piki raadiust);
- tangentsiaalne (lõige on paralleelne ühe raadiusega, puudutab aastarõngaid);
- kiud on paigutatud paralleelselt tehtava lõikega.
Lõikamismeetodite hulgast valitakse konkreetse juhtumi jaoks kõige sobivam:
- Razval. Sel viisil puidu saagimine toimub väikese tüve paksusega lehtpuude puhul, seda peetakse kõige lihtsamaks töötlemiseks. Väljapääs: servamata elemendid ja plaadid.
- Kui on olemas teine puidutöötlemismasin, siis on võimalik lõigata kuni 65% materjalist, et toota sama laiusega ääristatud laudu. Esmalt saetakse külgedelt kahe teraga puit ja lauad ning seejärel saadakse puidust teatud kogus servatud saematerjali.
- Spetsiifilisemad meetodid on sektori- ja segmentsaagimine. Esimese meetodi elementide arv varieerub vahemikus 4 kuni 8 ja sõltub pagasiruumi paksusest. Pärast eraldamist saetakse elemendid igast sektorist mööda tangentsiaalset või radiaalset joont. Teine meetod algab tala väljumisega keskosast ja lauad saetakse külgsegmentidest tangentsiaalses suunas.
- Puidu individuaalseks saagimiseks sobib ringmeetod. See põhineb palgi pööramisel piki pikijoont 90° pärast iga saetud plaati. See võimaldab jälgida puidu kvaliteeti ja õigeaegselt eemaldada pagasiruumi kahjustatud piirkonnad.
Käsitsi valmistatud: mootorsae rakendus
Mitme tüve koduseks lõikamiseks ei ole soovitatav osta tööriista, mille maksumus on mitu korda kõrgem kui valmistoodete hind. Vajalike oskuste olemasolul on efektiivsem ja odavam teha kõiki vajalikke töid tavalise kettsaega ehk elektri jõul töötava kettseadmega. Loomulikult nõuab selline töö palju rohkem füüsilisi kulutusi ja aega, kuid emissiooni hind on oluliselt vähenenud.
Töö aiamaal nõuab viljapuude pügamist ning lisaks on võimalik toota ka kõrvalhoonete jaoks materjali ilma spetsialistide teenuseid kasutamata, nii et iga mõistlik omanik eelistaks osta mootorsae. Kõige sagedamini korjatakse okaspuid kodu jaoks ja see tööriist saab nende saagimisel suurepäraselt hakkama. Tänu ühtlastele tüvedele on lõikejooni lihtsam välja joonistada, mis suurendab töö kiirust. Muide, professionaalid kasutavad enamasti mootorsaagi, kuna see on võimsam kui elektriline ja saate seda kasutada kõikjal, olenemata sellest, kas kohapeal toimub toiteallikate lõikamine või saagimine.

Mootorsaega palkide lõikamisel töötamiseks vajate sellist seadet nagu sae otsik, samuti sae lõikejuhikuid ja aluse pagasiruumi kinnitusvahendeid. Raami kujul olev otsik kinnitatakse tööriista külge, nii et keti ja raami enda vahelist kaugust on võimalik reguleerida. Seda tehakse erineva paksusega valmis saematerjali väljundi võimaldamiseks. Juhi rolliks võite võtta kas soovitud pikkusega profiili või piisava jäikusega tasase puitplaadi. Tööriista jaoks valitakse spetsiaalne kett, mis on ette nähtud pagasiruumi lõikamiseks. Selle erinevus ülejäänutest on teatud nurga all teritatud hammastes.

Enne töö alustamist on vaja mitte ainult ette valmistada kõik vajalikud tööriistad. Sõltumata sellest, kas pagasiruumi töötlemiseks on ette nähtud puidutöötlemismasin või käsitsiseade, tuleb kõigepealt tutvuda lõigatud kaardiga. Seda tehakse jäätmete protsendi minimeerimiseks ja kasulike toodete saagise suurendamiseks.
Esimene asi, mida peate rippimisel muretsema, on valmis plaatide ühtlane tihedus. Selleks suunab pädev saemees tööriista palgi idaküljelt läände ehk siis vastupidises suunas. Selle põhjuseks on ümarpuidu suurem tihedus selle põhjaosas kui lõunaosas.
Järgmisena eemaldatakse plaat mootorsaega mõlemalt poolt nii, et saadakse kahe teraga tala. See omakorda saetakse vastavalt töö alguses valitud saagimisskeemile. Väljund annab servamata plaadi. Kui pagasiruumis on teatud protsent defekte, on võimalik ringikujuline lõige, kui tüvi pöörab täisnurga või 180 °.
Valmismaterjali kogus, alandatud hind
Okas- ja lehtpuidust kasuliku materjali toodang erineb protsentuaalselt. Okaspuudest saadud saematerjalile on iseloomulikud järgmised näitajad:
- eeldusel, et toimingu teeb professionaal ja kasutatakse saeveskit, on valmispuidu osakaal kõrgeim (80-85%);
- servadega materjal, mida annavad masinad, keskmiselt 55-70%;
- servamata laud jätab mootorsaega töötades kuni 30% jäätmeid.
Arvud on esitatud ilma viimistletud tagasilükatud puitu arvestamata, mille kogus võib ulatuda 30% -ni. Kuid sellist materjali kasutatakse toodete jaoks, mis võimaldavad teatud abielu.

Lehtpuu ümarpuit annab 60% viimistletud servamata puidust ja ca 40% tahutud puidust. See on tingitud ümarpuidu esialgsest kumerusest. Saate suurendada saadud toodete kogust: selleks on vaja mitmesuguseid puidutöötlemismasinaid. Teatud tüüpi kinnitusvahendid võivad suurendada saematerjali kogust 10-20%. Ühe saematerjali kuubi jaoks vajate umbes 10 kuupi lehtpuidust ümarpuitu. Lisaseadmete paigaldamise hind tasub valmis metsa maksumuse ära. Spetsiaalsed jooned annavad suurema mahu, kuid nende kasutamine on soovitatav ainult suurel alal. Puidu saagimise keskmine hind tavalises saeveskis on umbes 150-180 rubla laudade kuupmeetri kohta.
saagimiskaart
Saagimiskaart on ühest palgist valmis saematerjali optimaalse koguse arvutus. Seda saab arvutada iseseisvalt iga konkreetse palgi läbimõõdu kohta või kasutada arvutust oluliselt hõlbustavat arvutiprogrammi, mille hind on üsna soodne.

Või võib allikaks olla tavaline saetöötlemise juhend. Tulemuseks on tabel, mis võetakse aluseks. Saeveski peab alati olema orienteeritud oma andmetele, et saada rohkem saematerjali mis tahes puidust.
Puidu saagimisel on oluline kohe välja arvutada, milline on tarbimine, sest see mõjutab saematerjali maksumust. Valmistoodete väljund võib olla erinev. Kõik sõltub kasutatava puidu kvaliteedist, sellest, kas võetakse meetmeid lõikamise optimeerimiseks. Töö efektiivsuse tõstmiseks, väljundi paremaks muutmiseks ja saagimise kvaliteedi tõstmiseks on erimeetmed. Enne lõikamist peate kõigepealt kõik arvutama. See pole nii keeruline, kui võib tunduda, kuid ümarpuidu tarbimine on optimaalne, mis on kasulik suurepärase tulemuse saamiseks.
Ümarpuidu saagimise võimalused.
Kuidas suurendada lõikamise efektiivsust
Selleks, et saematerjali saak oleks märkimisväärne, on vaja protsessi tõhususe suurendamiseks kasutada erimeetmeid:
- Arvutamine tuleks läbi viia ainult spetsiaalsete programmide kasutamisel, käsitsi on sellel madal efektiivsus, tagasilükkamise määr osutub suureks.
- Ümarpuit tuleb kõigepealt sorteerida, et töötlemine toimuks õigesti.
- Lõikamiseks tuleb kasutada kvaliteetseid seadmeid. Vastasel juhul on jäätmete hulk suur ja saadud saematerjali kvaliteet muutub madalaks.
- Kõige parem on kõigepealt lõigata lai saematerjal, kitsa saematerjali töötlemine võtab kauem aega.
- Palke ei soovitata kaua aega võtta.
- Enne tööd peate seadmed konfigureerima.
Valmis saematerjali toodang võib olla erinev. Tuleb meeles pidada, et esimesel etapil hangitakse lauad, seejärel sorteeritakse. Selle tulemusena väheneb protsent veelgi, näiteks lehtpuidu puhul võib see olla vaid 10-20%.
Kuidas lõikamist optimeerida

Ümarpuidu saagimise järjekord ja mõõtmed.
Saematerjali toodangu suurendamiseks tuleb saagimisprotsess optimeerida. See kehtib peamiselt nende toorikute kohta, millel on märkimisväärne kumerus. Kumera ümarpuidu lõikamiseks peate tegema mitmeid toiminguid:
- Esiteks valitakse tööks ainult sobiv puit. Kui ülejäänud palkidel on mäda, võrsed, otstes praod, siis on vaja mõnda lõiku kärpida.
- Kui töö ajal leitakse mäda südamik, saate selle ettevaatlikult eemaldada ja seejärel ülejäänud osa lõigata. Nii väldite suuri kadusid, saate vajaliku kvaliteediga lauad pikkusega 1 m.
- Soovitatav on kasutada suurema läbimõõduga palke, et saagiprotsent oleks suurem. Koefitsient võib olla 1,48-2,1, kuid see kõik sõltub läbimõõdust, ümarpuidu kvaliteedist, sorteerimisest ja seadmetest. Raamitöökodade puhul on see koefitsient 1,48–1,6 ja freesseadmetega liinide puhul suure puidu puhul 1,6. Ümarpuidu läbimõõduga 12 cm või rohkem võib koefitsient ületada 2,1.
Jäätmete maht pärast saagimist
Selleks, et valmis plaat välja tuleks suure protsendiga, on vaja kõik õigesti ette valmistada, tööd tuleks teha ainult vastavalt tehnoloogiale. Okas- ja lehtpuutõugu ümarpuit annab erinevat väljundit. Viimasel juhul on maht väiksem, isegi kui kasutatakse spetsiaalset lisavarustust. Saagimiseks mõeldud nõelu peetakse mugavamaks, kuna tüvi on sirge ja palgi läbimõõt on suurem. Okasmetsad ei ole nii lagunemisaltid, seega on abiellumist vähem. Lehtpuidu puhul kasutatakse tavaliselt kahte lõikamistehnoloogiat:

Ümarpuidust saematerjali sordid.
- lintsaeveski kasutamine Z75, Z63;
- kokkuvarisemisele, kui materjali südamikust lõigatakse välja pooltala, mis juhitakse läbi mitme labaga masina.
Lintsaeveski maht on 40-50%. Varingul tehnoloogiat kasutades on tootlus erinev, seda saab tõsta kuni 70%, kuid selliste tööde kulud on suuremad. Kui saetakse ümarpuitu, mille pikkus on 3 m, siis on näha, et praagi protsent on üsna suur ja ülejäänud materjal vajab töötlemist. See kehtib 22x105 (110, 115) x3000 mm laudadega puiste kohta. Selliseks abieluks on palju võimalusi. Näiteks võib see olla ussiauk, mis enamiku tööde jaoks enam ei sobi.
Pärast sorteerimist on 0-2 klassi lehtpuu materjali maht vaid 20-30% saagimisel saadavast kogusest. See tähendab, et raiutud ümarpuidu kogumassist on tavalise laua toodang vaid 10-20%. Ülejäänud materjale kasutatakse peamiselt küttepuudeks. Okaspuu ümarpuidu puhul on toodang erinev, kuid tähelepanu tuleks pöörata sellele, milliseid saadud mahu keskmisi väärtusi täheldatakse.
saematerjali toodang
Et saematerjali saagikus oleks optimaalne, tuleb arvestada arvukate tingimustega. Õige arvutuse jaoks võite kaaluda ümarpuidu väljundi näidet. Andmed saadi spetsialistide tegelike kogemuste ja saeveskite töötulemuste kohta. See võimaldab võrrelda protsente ja arvutada optimaalseid keskmisi.
Okaspuude puhul on võimalik järgmine väljund:

Tahvli nimi saetud palgis.
- Servamata laudade ja muude saagimisel servamata materjalide puhul on saagis 70%. See on töötlemise käigus saadud materjali kogus, jäätmete kogus on 30%.
- Servamaterjali puhul on saeveskite kasutamisel temperatuuril 63, 65, 75 madalam saematerjali saagikus, umbes 45%. Lintsaeveskites on toodang tavaliselt kuni 55-60% valmismaterjalist. Kui kasutate vahendeid tõhususe parandamiseks, võite jõuda 70% -ni, kuigi see nõuab palju kogemusi.
- Saeveskist saab saematerjali 70-75%, kuigi efektiivsuse tõstmise meetoditega võib see olla 80-75%. Kuid kogemus on vajalik.
Vastavalt standardile GOST 8486-86 on klassi 0-3 saagise protsent, välja arvatud sorteerimine, ligikaudu 70%.
Veel 30% võib jätta valmismaterjali tagasilükkamiseks. Tagasilükatud materjali ei visata ära, seda kasutatakse muud tüüpi saematerjali valmistamiseks, mis võimaldavad teatud abielu olemasolu.
Lehtpuidu ümarpuidu saagiprotsent on erinev:
- Servamata materjali puhul - 60%.
- Servapuidu puhul - kuni 35-40%, kuna algse lehtpuumetsa kõverus on tavaliselt suur.
Väljundvõimsust saab suurendada, selleks kasutatakse lisavarustust. See võib olla spetsiaalne mitme sae masin, servade lõikamise masin, plaadimasin. Sel juhul suurendab see saematerjali saagikust umbes 20%. Antud protsent on toodud 0-4 klassi plaatide tootmise andmete põhjal. Sorteerides klassid 0-1 on saematerjali toodangu protsent 10%. Viimistletud lehtpuu servaga materjali kuubi saamiseks on vaja saagimiseks lõigata 10 kuupi originaalset ümarpuitu.
Ümarpuidust valmistatud saematerjali toodang võib olla erinev. Kõik oleneb saeveski algsest puiduliigist. Efektiivsuse tõstmise erimeetmed võimaldavad saada võimalikust suurema protsendi, kuid selleks peab omama mõningast töökogemust.
Saematerjali saagimine- puidutöötlemise põhiprotsess. Esiteks peame meenutama mõningaid puidutööstuses kasutatavaid termineid, mis on määratletud GOST 18288-87 saeveskite tootmise terminite ja määratlustega:
Saematerjal. Materjalid, millel on üks või mitu ühtlast külge. Sõltuvalt pikkuse ja laiuse suhtest ning paralleelsete külgede arvust eristatakse latti, vardad, lauad, obapoli ja liiprid.
- baarid- paksus alla 100 mm, laius ei ületa kahekordset paksust. Sellesse kategooriasse kuuluvad ka liistud, ainult nende lineaarsed mõõtmed on palju väiksemad.
- tala- paksus üle 100 mm, laius ei ületa kahekordset paksust.
- Lauad- laius ületab kahte paksust, saab lõigata (kõik neli külge lõigatakse) või servamata (külgi ei lõigata).
- Liiprid- see on raudteede ehitamisel kasutatav rangelt määratletud mõõtmetega tala, mida kasutatakse praegu harva.
- Mahajäämine- tuttavam nimetus "croaker", piitsa väliskülg, on ainult ühe tasase pinnaga. Kõige sagedamini kasutatakse edasiseks töötlemiseks hakkeks.
puidu saagimise meetodid
See on väga oluline tegur, saematerjali üldine saagikus ja kvaliteet sõltuvad suuresti valitud meetodist. Sõltuvalt aastarõngaste lõikesuunast on kaks võimalust:
- Radiaalne. Kõrgeima kvaliteediga saematerjalil on suurepärane struktuur ja kõrge füüsiline tugevus. Saag liigub aastarõngastega risti.
- Tangentsiaalne. See annab palju suurema saematerjali saagi, kuid nende kvaliteet on mõnevõrra madalam. Saag liigub paralleelselt aastarõngastega või tangentsiaalses suunas.

Konkreetse saagimismeetodi valik sõltub saematerjali lõppkasutusest ja piitsa seisukorrast. Internetist võib leida "veidraid artikleid" ringis saagimisest jms. Tegelikult on valdav enamus saagimise ajal piitsadest ühes asendis, mille tulemusena on osa saematerjalist tangentsiaalse lõikega (umbes 2/3 kogusummast) ja ülejäänud saematerjalil on radiaalne lõige. Palgi üla- ja alaosa lõigatakse tangentsiaalselt, radiaalselt saetakse ainult keskosa.
Kliendi soovil või meie enda toodangut arvestades saab piitsa külgedelt saagida, seejärel 90° ümber pöörata, saagitakse uuesti. Selle tulemusena saadakse osa tangentsiaalse lõikega servamata laudadest ning ülejäänud plaadid ääristatakse radiaalse lõikega. Veel kord kordame, et lõikamismeetodid valitakse igal juhul eraldi, võttes arvesse ülaltoodud tegureid. Praegu on kolme tüüpi saeveskeid, millest igaühel on oma eelised ja puudused. Räägime neist üksikasjalikumalt.


Raami saeveskid
Need on esimesed mehhanismid, mida hakati kasutama puidu mehaaniliseks saagimiseks. Täna on meie arvates teenimatult "moest väljas". Kaaluge objektiivselt nende eeliseid ja puudusi.
Selle selgemaks muutmiseks peate tundma õppima tööpõhimõtteid. Raamsaeveskis kinnitatakse mitu saagi vertikaalsesse asendisse (alates kümnest või enamast, kõik sõltub raami suurusest), saagide vaheline kaugus seatakse üks kord, saagimine toimub kõigi saagide vertikaalse liikumisega piitsa samaaegse söötmisega.
plussid.
- Saate kogu protsessi täielikult mehhaniseerida
- Saeveskit on lihtne üles seada ja hooldada
- Jõudlus on vastuvõetaval tasemel
- Saagib kogu piitsa ühe käiguga
- Kõik saabunud servamata lauad saab lõigata korraga ja ka ühe käiguga
- Servaplaat on kvaliteetne
- Aegasäästev
Miinused
- Arvatakse, et need saeveskid muudavad suure hulga puitu saepuruks. Kuid see kehtib ainult vanemate mudelite kohta. Varem valmistati saed mitte eriti kvaliteetsest terasest, iga sae paksus oli kuni 3 mm, pluss hammaste komplekt, lõige suurenes 5 mm-ni. Tänapäeval, vähendades sae paksust ja hammaste nurka, väheneb lõike paksus oluliselt. Lõike paksust võrdleme allpool lintsaeveskiga, saate teada, millest nende tootjad vaikivad.




Lintsaeveskid
Neid peetakse kõige arenenumateks seadmeteks, kõige produktiivsemaks, saepuru kogus on minimaalne. Sellest räägime hiljem, kuid kõigepealt kirjeldame lühidalt nende ülesehitust ja tööpõhimõtet. Lõige tehakse kinniste kiirsaagidega, saagide paksus on väike, lõike laius väheneb. Saagimine toimub ühe sae edasi-/tagasi liikumise tõttu mööda piitsa. Ausalt öeldes me erilisi eeliseid (ostja jaoks) ei märka, kuid miinuseid on. Et mitte olla alusetu, räägime lõikamisprotsessi keerukusest.
Saeveskid nõuavad väga tähelepanelikku suhtumist. Hammaste vale teritamine, vale pinge või lõikekiiruse valik (kõik need parameetrid on valitud puiduliiki arvestades) põhjustavad saematerjali lainelise pinna saamise. Lainete kõrgus võib ulatuda mitme sentimeetrini. Ja isegi ühe laua lainelisus muudab kõik “õhukese lõike eelised” olematuks. Saematerjalil olev laine on nähtav töötlemisviga ja vähendab saematerjali kvaliteeti. Puiduvigade klassifikatsiooni on üksikasjalikult kirjeldatud samanimelises artiklis.


Need saeveskid on üsna madala tootlikkusega ja nõuavad palju füüsilist tööd. Näiteks kui teie piitsa läbimõõt on 100 cm, siis arvutage, mitu edasi-tagasi käiku peate tegema, et see 2 cm paksusteks laudadeks lõigata ja raamsaeveski lõikab selle ühe hooga. Lisaks tuleb iga saelaud käsitsi saeveskist eemaldada ja eraldi kohas hoiustada. Sel juhul tuleb pärast iga lõikamist sae taset uuesti seadistada. Väga suur oht töö ajal. Vigastusoht sellisel saeveskis töötades suureneb plahvatuslikult - see on sae purunemine suurel kiirusel ja metallesemete olemasolu puu kehas (ja seda ei juhtu nii harva). Probleemid saepuru puhastamisega. Need on laiali kogu saeveski pikkuses, nende eemaldamine on pikk ja raske.
Loomulikult vaikivad lintsaeveskite tootjad sellistest "peensustest" "häbiväärselt". Saeveski valikul soovitame arvestada maksimaalse arvu teguritega: vajalik saematerjali maht, kvalifitseeritud personali olemasolu, saematerjali omadused ja nõuded selle kvaliteedile. Lõppude lõpuks toodavad lintsaeveski professionaalsed töötajad vastavalt GOST-ile 1. klassi saematerjali.
plussid.
- Suhteliselt odav
- Saagimine nii horisontaal- kui ka vertikaalsuunas
- Suur piitsa paksus, kuni 400 mm
- Vähe jäätmeid
- Puhtussaag
Miinused
- Kesine sooritus
- Suurenenud ohuaste
- Keeruline seadistus
- Kõrgelt kvalifitseeritud personal
- Kohustuslik "puhkeaeg" 8-10 tundi
- Puhastamine




Ketassaeveskid
Ketassaed erinevad lint- ja raam- (mitmesae) saeveskitest servade kvaliteedi ja näo paralleelsuse poolest. Saeveskis toodetud saematerjali peetakse õigustatult parimaks, kuid ainult tarbija seisukohast. Peamine tegur, mis muudab saeveskis toodetud saematerjali tarbimiskõlbmatuks, on kõrge hind. Kõrge hind ei võimalda konkureerida ehitusmaterjalide turul, hoolimata selle meetodiga toodetud laudade ja talade suurepärasest kvaliteedist. See asjaolu on seotud kolme asjaoluga, mis mõjutavad saeveskist pärit saematerjali kallinemist:


Kokkuvõte: servaga saematerjali valimisel tuleb arvestada mitte ainult saematerjali saagimismeetodiga, vaid ka seda seadet hooldava personali kvalifikatsiooniga. Kvaliteetset saematerjali saate osta usaldusväärselt tarnijalt, olles tutvunud toodetega tootja veebisaidil pakutud fotode järgi või jõudes valmistoodete lattu. Ettevõte Elka-Palka on valmis pakkuma oma teenuseid vastavalt meie kodulehel toodud hinnakirjadele. Müüme ainult oma toodangu või usaldusväärsetelt tarnijatelt ostetud kvaliteetseid tooteid. Kohustuslik kvaliteedikontroll.