Kuivatusprotsess on algushetk kogu pooltoote (puidu) valmistamisel enne töötlemist.
Saematerjali ja puidu kuivatuskamber on ülesandele suurepärane lahendus, saate seda ise teha. Palkide deformeerumise vältimiseks toimub kuivatamine spetsiaalsetes tingimustes, mis viiakse läbi ainult kuivatis.
Milleks kuivatamine?
Juba ammustest aegadest on mis tahes puidust käsitöö tegemisel kasutatud paar aastat varem raiutud puitu. Märgadest või vähekuivanud plaatidest valmistatud tooted kõverduvad või kaetakse arvukate pragudega.
Kui puu kuivab, tõmbub kokku, toorpuitmaterjal hakkab aja jooksul “käituma”, palkmajja tekivad tohutult laiad vahed. Alakuivatatud pooltoodetes algab tõenäoliselt seen. Kuid puud ei ole soovitatav ka üle kuivatada, sest see hakkab vett imama, mis põhjustab turset.
Millised on kuivatuskambrite töörežiimid?
Puitmaterjalide kuivatamisrežiimidest on terve nimekiri. Iseehitatud masinates muutub režiim madalaimast kõrgeimaks järk-järgult, eemaldades pooltootest kogu liigse vee. Kuivatusprotsess toimub materjali järgmiste omaduste alusel:
- puuliigid;
- pooltoote üldmõõtmed;
- niiskuse lõplik ja esialgne tase;
- üksuse spetsiifika;
- saematerjali kvaliteedinäitajad.
Kuivatustoimingut võib iseloomustada kõrge või madala temperatuuriga. Teine juhtum on tähelepanuväärne selle poolest, et esmane kuivatamine toimub režiimil, mis ei ulatu 100ºС.
Madala temperatuuri tingimused võivad olla järgmised:
- pehme - pärast kuivatamist on pooltoodetel esialgsed omadused, muutmata tugevust ja värvi;
- mõõdukas - värvus muutub veidi, tugevusomadused vähenevad veidi;
- kiirendatud - järgneva töötlemise (murdmine, saagimine, lõikamine) käigus on võimalik suurenenud haprus, värv tuhmub.
Temperatuurirežiimi muutmine madalal temperatuuril töötlemisel toimub kolmes etapis.
Töötlemine kõrge temperatuuriga režiimis toimub kahes etapis. Teine etapp algab siis, kui pooltoote niiskustase langeb 15%-ni. Sellist tehnoloogilist protsessi kasutatakse juhul, kui on vaja sekundaarkonstruktsioone edasi projekteerida.
Kuivatuskambrite peamised tüübid
Puidu pooltoodete kuivatamine tööstuslikes mahtudes toimub spetsiaalsetes kuivatites. Niiskus eemaldatakse puidust kuumutatud õhu toimel, mis seejärel läheb atmosfääri. Seade tagab täieliku saematerjali kuivatamise tsükli. Masina korpus võib olla:
- tahke / kokkupandav metall;
- valmistatud ehitusmaterjalidega.
Viimased paigaldatakse otse puusepatöökodadesse konstruktsiooni kujul või eraldiseisvana. Seinte valmistamisel kasutatakse armatuuri ja betoonmörti. Teise võimalusena võib kasutada telliseid. Suured tehased teevad kaamerate süsteemi, ühendades need tsentraliseeritud juhtimise ja sidega terveteks mooduliteks. Õhk liigub kuivati sees horisontaaltasapinnas või vertikaalselt risti.
Soojusallikad kuivatis:
- kiirgusallikas spetsialiseeritud üksustest;
- kuumad riiulid;
- elektrivool, mis läbib toores pooltooteid;
- kõrgsageduslik elektromagnetväli.
Kambrid on komplekteeritud põhi- ja abiseadmetega. Peamised süsteemid:
- tarne- ja väljalaskeseadmed;
- soojusallikad;
- õhuniisutajad.
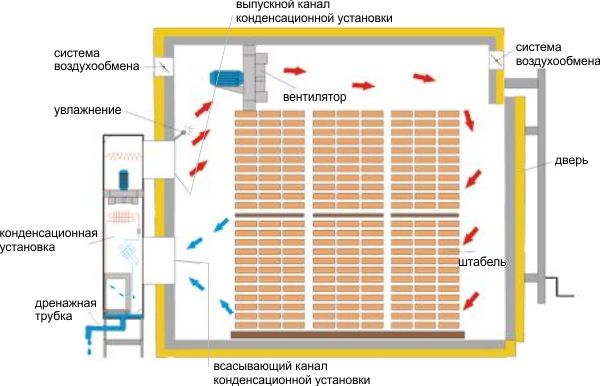
Vastavalt tööpõhimõttele jagunevad kuivatid järgmisteks osadeks:
- konvektsiooniseadmed;
- kondensatsiooniseadmed.
Konvektiivmasinates "pestakse" pooltooteid kuuma õhulainetega, soojust suunatakse konvektsioonimeetodil. Täistsükli läbimise aeg varieerub 5 kuni 13 tundi. Sarnased üksused on paigaldatud suuremahulistele saeveskitele.
Kambertüüpi kuivatid on kompaktsemad, kogu mahu ulatuses hoitakse ühtlast temperatuuri ja keskkonda tervikuna. Seda tüüpi kuivati võimaldab teil kuivatada igat tüüpi puitmaterjale soovitud seisukorrani, mistõttu paljud ettevõtjad, kes on seotud saematerjali kuivatamise vajadusega, valivad kamberkuivatid.
Lähtuvalt kuivatusprotsessi tehnoloogiast ladestub puidust eralduv niiskus jahutuselementidele, suunatakse konteineritesse ja seejärel tühjendatakse. Sellise seadme efektiivsus on üsna muljetavaldav, kuid aeganõudev, põhjustab suuri soojuskadusid. Masinate hinnapoliitika ja kondensatsioonkuivatuse tasuvus on madalam kui konvektiivkuivatusel.
Joonistamine
Saematerjali kuivatuskamber: samm-sammult juhised
Kuivati ehitamiseks oma kätega ei saa te tehnilist dokumentatsiooni kasutada. On vaja esitada ainult:
- ala, kuhu kaamera paigaldatakse;
- isoleermaterjalid;
- allikas ja side kõrge temperatuuri loomiseks;
- puhumine.
Isiklikult ehitatud masina pindala ei ületa reeglina 10 ruutmeetrit. Sooja õhuvoolu liigutamiseks sobib rohkem ruudukujuline ruum. Eelistatav on, et seadme vähemalt üks sein oleks betoon, teised võivad olla puidust. Kambri sees annab tõrgeteta soojenemisele järele. Suurepärane isolatsioonimaterjal on puidulaastud. Kui fooliumi pole käepärast, saab selle asendada penofooliga.
Alumiiniumlehtedest saab konstrueerida kuivatile eraldi laienduse, selline disain kestab väga kaua. Alus on valmistatud profiilide baasil, see on kaetud metallist lehtedega, mis on täiendavalt isoleeritud. Isolatsiooni paksus peab olema vähemalt 150 mm. Põrand on kaetud katusekattematerjaliga, peale valatakse paks laastude kiht, mis sobib suurepäraselt soojuse säästmiseks.
Soojusallikat on võimalik tarnida küttetorusüsteemina. Vedeliku temperatuur torudes peaks olema 60 ... 90ºС. Suure kambri jaoks on kahe põletiga pliit üsna vastuvõetav. Kui allikas on otse toas, tuleb see telliskiviga üle katta. Tellis on võimeline suurepäraselt soojust koguma ja saata selle saematerjali kuivatusmasinasse.
Oluline on vedeliku pidev ringlus, mille tagab kompressor või kogu jaam. Ruum peab olema varustatud märgade ja kuivade termomeetritega.
Pooltoodete mugavamaks laadimiseks kambri õõnsusse saate kasutada rööbaskäru.
Video: saematerjali kuivatuskamber ise.